In the modern industrial landscape, coal remains a critical energy source for global power generation and steel production. However, as shallow coal reserves deplete, mining operations are venturing deeper underground. This shift has exponentially increased the risk of methane gas accumulation and coal dust explosions, making flameproof transport machines for coal mines an absolute necessity rather than an optional upgrade.
The global demand for explosion-proof auxiliary transportation equipment has seen a 15% year-over-year growth. Leading mining regions like the Hunter Valley in Australia, the Kuzbass in Russia, and the Shanxi province in China are implementing stricter safety mandates. These regulations require every vehicle operating in the gassy coal faces—whether it’s a longwall chock carrier or a shovel loader—to meet stringent ATEX or IECEx certifications.

The underground mining sector is undergoing a digital and mechanical revolution.
While diesel shovel loaders remain the workhorse of the industry, there is a massive trend toward lithium-powered flameproof vehicles to reduce ventilation costs and improve air quality underground.
Smart transport machines are now being equipped with LiDAR and AI sensors. This allows for remote-controlled longwall chock carriers to move heavy equipment without putting personnel in the "red zone."
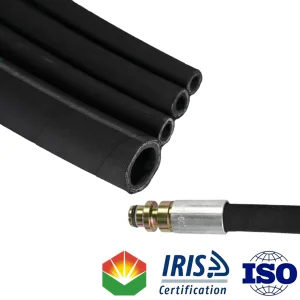
Modern machines require ultra-tough hydraulic systems. The integration of high-pressure spiral rubber hoses ensures that hydraulic support trucks can handle loads exceeding 80 tons without failure.
International mining conglomerates are no longer just looking for "cheap" machines; they are looking for "Total Cost of Ownership" (TCO) efficiency. This includes:
As a leading Chinese exporter, Shaanxi Kelong provides a unique bridge between high-end European technology and cost-effective manufacturing. Our production base utilizes Italian-imported equipment for hydraulic hoses and Austrian DMH technology for sealing products.
By sourcing directly from our factory, global buyers eliminate middleman markups, ensuring they get Cheap Flameproof Transport Machines without compromising on ISO or IRIS-certified quality. Our 8% domestic market share is a testament to our reliability in the world's most demanding coal market.
Shaanxi Kelong New Materials Technology Co., Ltd. was founded in 1996, which grew from Xianyang Kelong Rubber Products Institute. It Is a Technological innovation company integrating R&D, production and sales, concentrates on hydraulic seal set, high-pressure hose, coal mine auxiliary transportation equipment, repairing coal mine auxiliary transportation equipment, technological service and etc.
The company is the top three in the domestic coal machine sealing industry. High-pressure rubber hoses and Frame-type handling vehicles are expected to enter the top three within two years. Our products are widely applied to Coal mining industry, Civil Aviation, High speed railway, Engineering machinery, and Wind power.

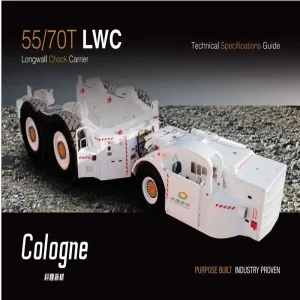
In the Appalachian mines of the USA or the vast coal basins of South Africa, flameproof transport is mandatory. Our carriers are designed with a low chassis and narrow width to navigate the tight corridors of underground mines, ensuring that massive hydraulic supports can be moved during longwall face changes without disassembly.
Beyond the mine face, our high-pressure wire braided hydraulic hoses (EN853/SAE100) are used in tunneling (TBM), offshore drilling, and high-speed rail maintenance. The "Double Lip" anti-contamination seals ensure that even in the dirtiest environments, hydraulic integrity is never compromised.