The global mining industry is undergoing a radical shift toward enhanced safety and operational efficiency. In the depths of underground coal mines, where methane gas and combustible dust pose constant threats, the demand for Flameproof Coal Mine Transporters has never been higher. These specialized vehicles, designed to transport heavy longwall chock supports, machinery, and personnel, are the backbone of modern auxiliary transportation systems.
In major mining hubs like Australia, South Africa, Russia, and India, stringent safety regulations such as ATEX and MSHA are driving the procurement of high-capacity carriers. Companies are no longer just looking for "cheap" solutions; they are seeking cost-effective, durable equipment that reduces downtime and maximizes the safety of their underground operations. As mines go deeper and face more complex geological conditions, the need for high-torque, explosion-proof diesel and hydraulic transporters becomes critical.
Meeting international explosion-proof standards for hazardous Zone 1 and Zone 2 environments.
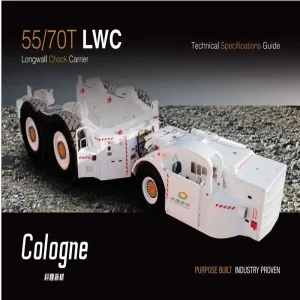
Engineered to carry up to 80 tons of hydraulic supports across steep and uneven terrain.
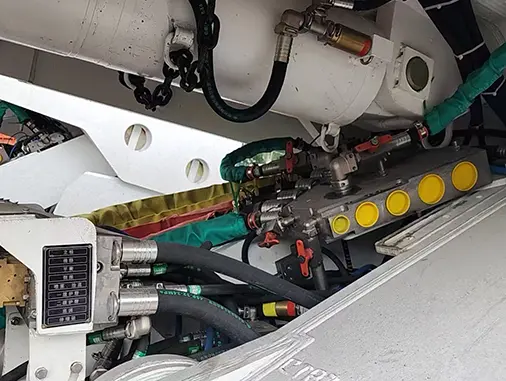
Advanced hydraulic systems ensure smooth movement and precise positioning of heavy loads.
Current trends in coal mine transportation focus on "Smart Mines." This includes the integration of IoT sensors for real-time health monitoring of transporters, automated steering systems, and lower-emission explosion-proof engines. Buyers are increasingly prioritizing vehicles that offer lower total cost of ownership (TCO) through reduced maintenance intervals and higher energy efficiency.
Mining conglomerates are moving toward centralized procurement models, seeking reliable partners who can provide not just the hardware, but a complete ecosystem of spare parts (like our high-pressure hydraulic hoses) and technical support. The market for Flameproof Coal Mine Transporters pricelist & quotes is becoming more transparent, with a strong focus on the reliability of the supply chain, especially for wear-and-tear parts like seals and hoses.
From the narrow veins of European coal mines to the vast, multi-level operations in the Shanxi province of China, application scenarios vary. Our transporters are designed with a modular approach, allowing for adaptations such as low-profile chassis for restricted heights or reinforced braking systems for steep declines. Whether it is a WC50Y hydraulic hauler or a WC80Y support truck, our equipment is built to withstand the most corrosive and abrasive underground environments.
Founded in 1996, Shaanxi Kelong New Materials Technology Co., Ltd. has evolved from a specialized rubber research institute into a global leader in hydraulic sealing, high-pressure hoses, and coal mine auxiliary transportation equipment. Our products are widely applied in mining, aviation, high-speed rail, and wind power.
As a top-three player in the domestic coal machine sealing industry, we are committed to technological innovation, investing over 7% of our annual revenue into R&D. Our production facilities feature state-of-the-art equipment imported from Italy and Austria (DMH Company), ensuring every transporter and hose meets the highest global standards.

Choosing Shaanxi Kelong as your supplier offers a unique blend of high-end technology and manufacturing cost-efficiency. Our "China Factory Advantage" isn't just about price—it's about the speed of innovation and scale of production.

Supplying ultra-tough, high-pressure hydraulic hoses for global mining equipment manufacturers, ensuring rock-solid machinery performance in deep-pit operations.

Our innovative hose designs combine high flexibility with seawater corrosion resistance, essential for offshore drilling and stability platforms.
Providing custom seal sets for TBMs that maintain high pressure under extreme torque, significantly cutting maintenance costs for large-scale infrastructure projects.
Optimizing underground logistics requires a careful balance between high-load capacity and explosion-proof safety. As a leading manufacturer, Shaanxi Kelong provides a comprehensive range of Flameproof Coal Mine Transporters, from shovel loaders to heavy-duty hydraulic support haulers. Our integrated approach—producing both the heavy machinery and the high-precision hydraulic components—ensures that our customers receive the most reliable equipment at a factory-direct price.
Whether you are looking for a 55T shovel loader for mechanized mining or a 80T hydraulic carrier for longwall relocation, our engineering team is ready to provide detailed pricelists and technical quotes tailored to your specific mining conditions. Explore our high-pressure hose range and sealing solutions to complete your fleet maintenance needs.