Direct from verified manufacturers: High-performance hydraulic components, heavy transport systems, and critical sealing parts optimized for extreme underground mining environments.





Modern coal extraction demands rapid face-to-face transfer speeds to maximize longwall shearer utilization. Longwall transport trucks, such as heavy chock carriers and diesel shovel loaders, act as the backbone of underground mining logistics. These specialized vehicles are built to haul shields weighing between 25 to 55 metric tons through narrow, muddy, and steep-sloped mine galleries.
By opting for cost-effective heavy-duty transportation machinery, mining operators dramatically lower the capital expenditures (CAPEX) associated with face replacement downtime. The design of these haulers focuses on maximizing mechanical durability, ensuring tight steering radiuses via articulated frames, and utilizing explosion-proof diesel drivetrains to meet MSHA, MA, and MDG regulatory requirements globally.
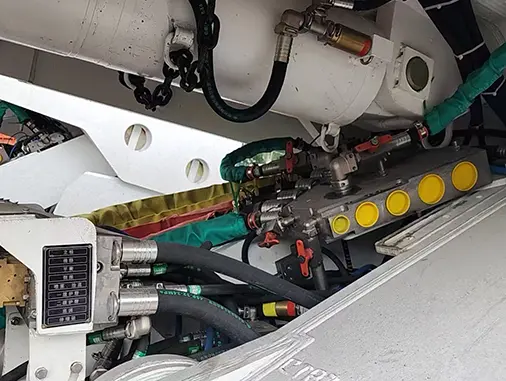
A central pillar of this operation's efficiency lies in the reliability of auxiliary hydraulic lines and sealing systems. Longwall chock carriers utilize high-pressure hydraulic circuits operating under pressures up to 50 MPa. A failure in a single hydraulic seal or hose can halt the entire transportation cycle, resulting in tens of thousands of dollars in lost productivity every hour.

Exploring how geographical and geotechnical profiles govern the engineering constraints of underground transport vehicles across key global coal-producing regions.
In American mines, strict MSHA regulatory frameworks govern all underground transport vehicles. Low-seam profiles require compact, low-profile diesel shovel loaders (like the WC25E series). The emphasis is placed on heavy-duty emissions control, spark-arresting exhausts, and highly durable U-cup PU rod wiper seals to withstand abrasive coal dust.
Australian longwall operators demand ultra-large chock carriers, such as the WC55E 55-ton capacity model, to move heavy, high-capacity shields. High safety coefficients are mandatory under MDG guidelines. Excellent thermal stability is required for hydraulic hoses, making spiral-reinforced hoses like EN 856 4SH and SAE 100 R12 standard specifications.
Chinese coal mines process massive daily volumes, which means shield transfers must happen with zero delays. Our WC50Y hydraulic underground longwall chock carriers operate seamlessly on long, steep inclines. Shaanxi Kelong provides local support services and customized high-pressure hoses to guarantee uninterrupted logistics cycles.
The transition toward next-generation coal mine logistics relies on safety, efficiency, and environmental sustainability.
| Technology Area | Current Generation | Next-Generation (1-3 Years) | Future Target (5+ Years) |
|---|---|---|---|
| Power Source | Heavy-duty explosion-proof diesel engines (WC55E/WC25E) | Hybrid electric/diesel and battery-electric drivetrains | Solid-state battery electric with regenerative braking |
| Autonomy & Guidance | Operator-driven with basic ultrasonic proximity alerts | LiDAR mapping, semi-autonomous corridor navigation | Fully autonomous driverless underground transport networks |
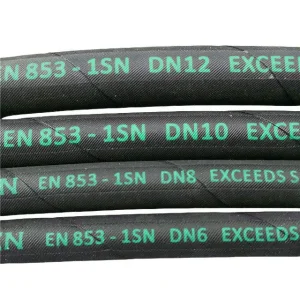
| Hydraulic System Safety | Manual valve actuation with steel-braided rubber hoses | Electro-hydraulic proportional valves with ultra-high pressure EN 856 spiral hoses | Smart wireless sensor-integrated hydraulic hoses monitoring fatigue in real-time |
| Sealing Systems | Polyurethane (PU) and standard NBR O-rings | TPU double lip wipers (KL87) and PTFE wear-resistant seals (KL128) | Self-healing nanopolymer sealing compounds with zero friction coefficients |




The strategic concentration of heavy equipment manufacturing in Shaanxi allows Kelong New Materials to deliver high-quality machinery at competitive rates. Drawing from our roots in the Xianyang Kelong Rubber Products Institute founded in 1996, we have consolidated raw material processing, precision machining, and chemical engineering within a single localized ecosystem.
By using premium equipment like Italian-imported hydraulic hose production lines and sealing technology sourced from Austria's DMH Company, Kelong guarantees that our components meet or exceed ISO and IRIS standards. This blend of European manufacturing technology and cost-efficient domestic supply chains allows us to deliver affordable longwall chock carriers and high-pressure hoses globally without compromising on reliability.
Our dedicated engineering pool of over 180 technicians continuously refines material science. We invest more than 7% of our annual revenue into R&D, ensuring our auxiliary mining trucks and hydraulic sealing systems withstand the toughest underground environments.
How Kelong's engineering solutions optimize productivity across diverse, demanding industrial applications worldwide.

Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance.


Rigorously tested, this hose stays stable under extreme conditions.

Innovative design: combines flexibility and strength, easy to install.

Upgrade your equipment's efficiency with our high-pressure hose.
Seals tight, lasts long in high-pressure settings, cuts maintenance costs.
Engineered for safety and certified to perform in the world's most demanding underground mining projects.
Our sealing systems utilize production technology and specialized CNC equipment imported from Austria's DMH Company. This allows high-precision milling of heavy hydraulic cylinder seal kits, reducing stick-slip effects in mine shock absorbers.
Kelong's ultra-high-pressure hydraulic hose manufacturing base operates with state-of-the-art winding and braiding equipment imported from Italy, ensuring flawless tensile wire uniformity in hoses like the EN 856 4SH.
We strictly adhere to ISO 9001 and International Railway Industry Standard (IRIS) certifications. Every batch of TPU wiper seals, high-pressure rubber hoses, and frame-type longwall transport trucks undergoes multi-point stress testing before shipment.
Ensuring cross-border compliance and prompt aftermarket support for global underground coal mining operations.
Operating a longwall auxiliary fleet requires strict compliance with domestic and international safety standards. At Kelong, we design our heavy equipment—such as the WC50Y and WC55E carriers—to meet regional safety frameworks, including the US Mine Safety and Health Administration (MSHA) approvals, the Australian MDG regulations, and China's MA/KA certifications.
Our localized support network ensures that spare parts, such as replacement seal kits, high-pressure spiral hydraulic hoses (SAE 100 R12, EN 856 4SH), and steering cylinder seals, are stocked close to major mining fields. This reduces the lead time for replacement components from weeks to hours, minimizing costly downtime during longwall face replacements.
Additionally, we cooperate with regional engineering centers to provide localized maintenance, structural inspection, and hydraulic fluid testing, ensuring that mine operations run smoothly under the toughest operating conditions.




Get answers to common technical queries about underground mining transport trucks, quotes, and hydraulic sealing spares.
Kelong designs and supplies heavy-duty underground longwall chock carriers with payload capacities ranging from 25 metric tons (WC25E) to 55 metric tons (WC55E). The WC50Y and WC50Y(B) models support up to 50 tons, making them ideal for standard longwall shield transfers across modern mechanized faces.
To receive a detailed quote, please specify your required payload capacity, maximum drift dimensions (height and width), mine gradient slopes, and explosion-proof engine standards (MSHA, MA, or regional equivalents). Our engineering team will configure the chassis and hydraulic line layout to match your mine plan and provide a customized quote.
Telescopic cylinder rods are continuously exposed to highly abrasive coal dust, water sprays, and shock loads. Wiper seals like the KL87 TPU Double Lip seal prevent fine dust from entering the hydraulic fluid. High wear-resistant PTFE piston seals (KL128) maintain high system pressures, preventing carriage drift and ensuring safety during high-tonnage transport operations.
Our Italian-made EN 856 4SH and SAE 100 R12 spiral-reinforced hydraulic hoses are rated for a minimum of 400,000 to 1,000,000 impulse cycles under rated working pressures. Actual life depends on environmental conditions, bending radiuses, and dynamic pressure spikes. Using correct polymer sleeves can extend service life by up to 30% in highly abrasive environments.
Select from our complete range of certified replacement seals, high-pressure rubber hoses, and frame-type underground shovel loaders.









