High-performance engineering components for explosive environments.
The global mining industry is currently undergoing a paradigm shift towards ultra-safe auxiliary transportation. With underground operations reaching greater depths, the demand for "Explosion-Proof Mining Transport Solutions" has skyrocketed. Enterprises in Australia, South Africa, and North America are no longer just looking for "Cheap" products; they are seeking High Information Gain solutions that integrate IoT monitoring, ATEX-compliant hydraulic systems, and superior material durability.
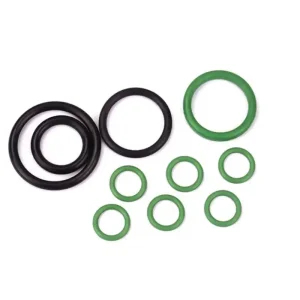
Shaanxi Kelong New Materials Technology Co., Ltd. recognizes that cost-effectiveness (the semantic "Cheap") must be balanced with zero-failure engineering. Our WC50Y Longwall Chock Carriers and high-pressure sealing sets are designed to withstand the volatile methane-rich atmospheres of modern coal mines. Procurement teams now focus on Lifecycle Value (LCO) rather than initial CapEx, favoring exporters who provide documented compliance with ISO and IRIS standards.
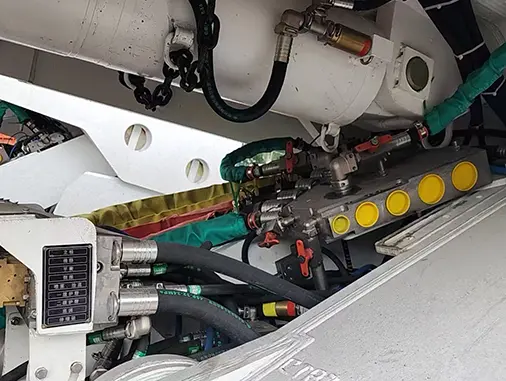
Modern mining transport isn't just about moving ore; it's about the integrity of the hydraulic ecosystem. A single seal failure in a longwall carrier can lead to catastrophic downtime or, worse, a spark in a hazardous zone. Shaanxi Kelong provides a holistic macro solution that integrates:
As we look toward 2030, the technical roadmap for explosion-proof transport is defined by decarbonization and autonomy. Shaanxi Kelong is pioneering the development of electric-drive explosion-proof vehicles that replace traditional diesel engines, reducing underground heat and particulate emissions.
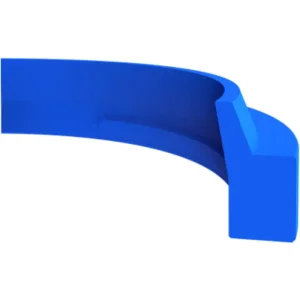
Transitioning from standard NBR to high-performance TPU and customized Polyurethane for seals that endure 200% higher friction cycles.
Integrating 5G-enabled sensors into hydraulic lines to predict "burst" scenarios before they happen, ensuring 99.9% uptime.
Developing low-resistance hydraulic hoses that minimize pressure drop, reducing the energy consumption of transport carriers by 15%.

Shaanxi Kelong New Materials Technology Co., Ltd. was founded in 1996, growing from the Xianyang Kelong Rubber Products Institute. We are a technological innovation powerhouse integrating R&D, production, and sales.
We concentrate on hydraulic seal sets, high-pressure hoses, and coal mine auxiliary transportation equipment. Our products are widely applied in Coal mining, Civil Aviation, High-speed railway, and Wind power. Trusted by global customers, we maintain a top-three status in the domestic coal machine sealing industry.




We provide tailored engineering for unique industrial challenges worldwide.
Operating in the global market requires more than just high-quality hardware; it requires Localized Compliance. Shaanxi Kelong ensures that all "Explosion-Proof Mining Transport Solutions" exported to Europe, Australia, and the Americas meet the rigorous standards of ATEX, IECEx, and MSHA. Our technical support teams provide 24/7 assistance to ensure that your transport solutions remain compliant with local safety regulations, reducing the risk of legal hurdles and operational shutdowns.
Our hydraulic hose production base utilizes a complete set of equipment imported from Italy, ensuring precision that exceeds standard market requirements.
Kelong sealing products adopt the equipment and production technology of DMH Company in Austria, the gold standard in polymer sealing.